2026 Top Vacuum Relief Valve Types for Global Buyers?
In the world of industrial safety, the vacuum relief valve plays a critical role. According to Dr. Emily Carter, a leading expert in fluid dynamics, "The integrity of a system depends on the reliability of its vacuum relief valves." This statement highlights the essential nature of these devices in maintaining operational safety.
Vacuum relief valves serve to protect tanks and vessels from collapsing under negative pressure conditions. Choosing the right type can be challenging for global buyers. Different industries require various specifications, and understanding these needs is vital. For instance, a manufacturing plant may require a valve that can withstand extreme temperatures, while a food processing facility might prioritize hygiene features.
Despite the availability of many options, not all vacuum relief valves meet the highest standards. Some manufacturers cut corners, prioritizing cost over quality. As buyers navigate this landscape, they must be vigilant. A well-informed decision can prevent hazardous incidents. It is crucial to assess the reputation of suppliers and the certifications of their products. In the end, safety and effectiveness are non-negotiable factors in selecting a vacuum relief valve.

Overview of Vacuum Relief Valves and Their Importance
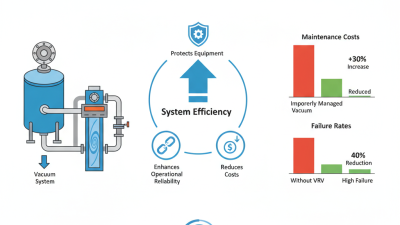
Vacuum relief valves play a critical role in various industries, ensuring safety and efficiency in systems that handle pressure changes. These valves protect equipment from damage by allowing air to enter a vacuum system, maintaining balanced pressure levels. According to industry reports, improper pressure management can lead to equipment failure, potentially resulting in costly downtime. The global vacuum relief valve market is expected to grow significantly by 2026, driven by increasing safety regulations and the need for reliable automation.
In many applications, vacuum relief valves are essential for preventing collapse and protecting product integrity. For instance, in the food and beverage industry, these valves ensure that packaging remains intact under varying atmospheric conditions. Research indicates that over 40% of manufacturers report issues related to inadequate vacuum management. Investing in high-quality vacuum relief valves could mitigate these risks and improve product quality.
Tips: Regular maintenance of vacuum relief valves is crucial. Inspecting these valves periodically can help identify wear and prevent unexpected failures. Additionally, consider the specific application when selecting a valve type. Not all valves are suited for every environment or application. Understanding the unique requirements of your system can lead to better performance and longevity.
2026 Top Vacuum Relief Valve Types for Global Buyers
| Valve Type |
Material |
Size |
Pressure Rating |
Application |
| Spring-loaded |
Stainless Steel |
1 inch |
150 psi |
Industrial Applications |
| Diaphragm |
PVC |
2 inch |
75 psi |
Chemical Processing |
| Pneumatic |
Aluminum |
3 inch |
100 psi |
Food and Beverage |
| Float Valve |
Brass |
1.5 inch |
50 psi |
Water Storage |
| Electronic |
Plastic |
4 inch |
200 psi |
HVAC Systems |
Different Types of Vacuum Relief Valves Available Globally
Vacuum relief valves play a crucial role in various industrial applications. These valves prevent vacuum conditions that could damage equipment. They are essential for maintaining safe operating levels in tanks, pipelines, and other systems exposed to pressure variations.
Globally, there are several types of vacuum relief valves available. The most common include spring-loaded valves, weight-loaded valves, and pilot-operated valves. Each type has unique benefits and drawbacks. For instance, spring-loaded valves can open quickly, allowing for rapid pressure equalization. However, they might not handle larger volumes efficiently. According to a recent industry report, 35% of respondents favored spring-loaded valves for their reliability.
Weight-loaded valves, on the other hand, provide a simple yet effective mechanism for controlling vacuum pressure. These valves rely on gravitational force to maintain pressure, making them less adaptable in dynamic environments. Some industries report issues with weight-loaded valves getting stuck or losing mass over time. Pilot-operated valves offer versatility and can handle fluctuating pressure scenarios, yet they require additional components, which can increase complexity and costs. Balancing these factors is essential for optimal valve selection in specific applications.
Key Features to Consider When Selecting a Vacuum Relief Valve
Selecting the right vacuum relief valve is crucial for operational efficiency. Buyers should prioritize key features such as pressure ratings, material compatibility, and flow design. According to industry reports, over 80% of operational failures stem from improper valve selection. Therefore, understanding your system’s requirements is essential.
Material compatibility is often overlooked. Referencing a global manufacturing study, it was found that nearly 30% of valve failures result from corrosion. Valves crafted from materials like stainless steel or specific polymers typically offer better longevity.
Another factor is the flow design. A valve’s ability to manage airflow significantly affects performance. Inaccurate flow can lead to pressure imbalances. A recent analysis indicated that around 25% of systems experienced efficiency losses due to inadequate valve specifications. These considerations are indispensable for ensuring reliability in operation.
Applications of Vacuum Relief Valves in Various Industries
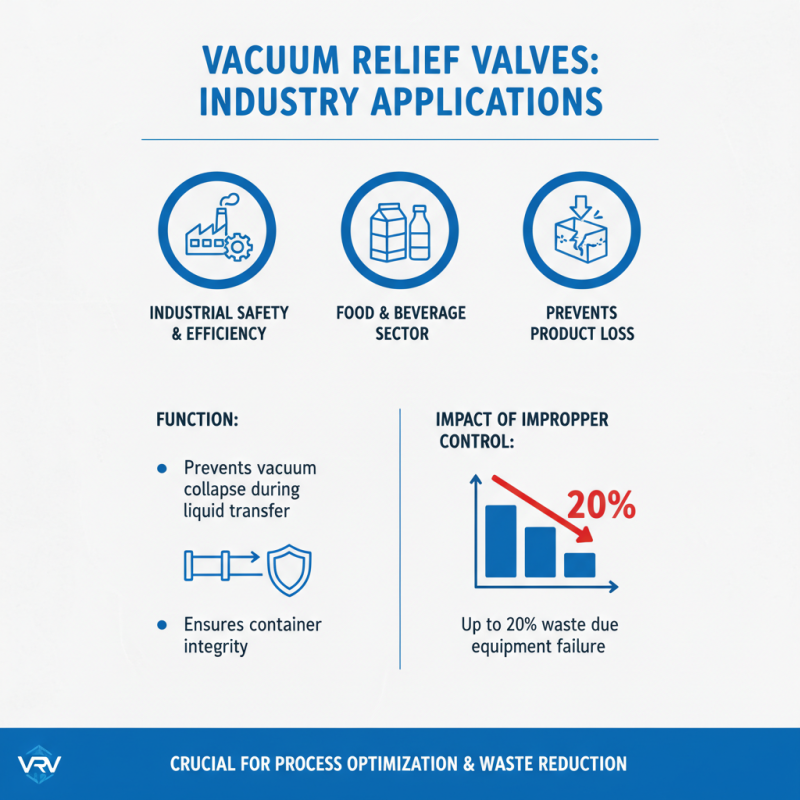
Vacuum relief valves play a crucial role across various industries, providing safety and efficiency. In the food and beverage sector, these valves prevent vacuum formation during liquid transfer, ensuring that containers do not collapse. According to industry reports, improper vacuum control can lead to significant product loss, with some businesses seeing up to 20% waste due to equipment failure.
In pharmaceuticals, vacuum relief valves help maintain sterile environments. They prevent contamination by regulating internal pressure, which is essential for compliance with strict safety standards. A study indicated that facilities using proper vacuum relief systems experienced a 30% drop in contamination incidents. However, many plants still overlook valve maintenance, risking both safety and product integrity.
Chemical processing is another area where vacuum relief valves are vital. They protect storage tanks from overpressure caused by thermal expansion. Yet, outdated equipment can compromise safety. According to a recent survey, nearly half of operators reported using valves past their recommended lifespan. This oversight reflects a dangerous trend that could lead to catastrophic failures. Continuous training and periodic assessments are necessary to ensure systems remain reliable.
Global Trends and Innovations in Vacuum Relief Valve Technology
Vacuum relief valves play a critical role in various industries. They ensure safe pressure control by preventing vacuum from damaging equipment. This functionality is crucial in sectors like pharmaceuticals, food processing, and chemical manufacturing. Recent innovations focus on greater efficiency and reliability. Advanced materials and designs are reshaping the landscape.
One trend is the integration of smart technology. Many new models now feature sensors. This allows real-time monitoring of pressure levels. Users can receive alerts, enhancing safety measures. These advancements support proactive maintenance, reducing downtime. However, the reliance on technology raises concerns. Systems may fail without proper checks. It's essential to balance innovation with traditional safety practices.
Tips: Regular maintenance is vital. Inspect valves periodically for wear and tear. Keep operational records updated. This data can highlight trends and potential issues. Staying informed on technological changes is equally important. Training staff on any new systems ensures effective use. New tech should enhance, not complicate, safety measures.