Best Vacuum Relief Valve Types and Their Applications?
In various industries, vacuum relief valves play a crucial role in protecting equipment from vacuum conditions. As expert John Smith, a leading authority in fluid mechanics, observes, "The right vacuum relief valve can prevent catastrophic failures." This highlights the importance of selecting the appropriate type for specific applications.
Different types of vacuum relief valves are suited for diverse uses. For instance, some are designed for storage tanks, while others work better in piping systems. Each design has its unique advantages and drawbacks. Users must understand these variations to make informed choices.
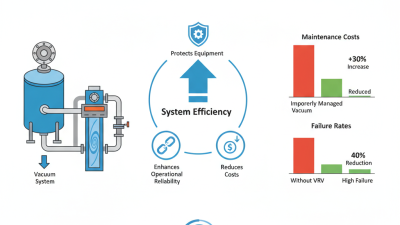
Neglecting the importance of a vacuum relief valve can lead to costly damages. Many operators overlook this vital component in their systems. Failing to address this issue may pose significant risks. Awareness and education about vacuum relief valves can ultimately enhance safety and efficiency across industries.
Types of Vacuum Relief Valves: An Overview
Vacuum relief valves play a crucial role in maintaining pressure balance in vessels. These devices prevent the formation of a vacuum, which can cause structural damage. Understanding the different types can help in selecting the right one for specific applications.
Common types of vacuum relief valves include weighted and spring-loaded options. Weighted valves use gravity to open at a pre-set pressure. They are simple and effective for large tanks. Spring-loaded valves offer more precision, responding to minor changes in pressure. This makes them ideal for sensitive applications. Some valves can be made to open at lower pressures, but they may not always maintain a specific range accurately.
Each type has its own strengths and weaknesses. For example, weighted valves are generally more reliable but can become stuck. Spring-loaded valves might close too quickly, leading to unnecessary pressure spikes. Users must consider these factors carefully when selecting a vacuum relief valve. A poorly chosen valve can lead to costly damage and operational inefficiencies. There is always room for improvement in valve design and application strategies.
Principle of Operation for Vacuum Relief Valves
Vacuum relief valves play a crucial role in various industrial applications. These valves are vital for maintaining safe pressure levels in systems that rely on vacuum conditions. Understanding their principle of operation can help in choosing the right type for specific needs.
The valve opens to allow air into a system when the pressure drops too low. This prevents the formation of a vacuum that could lead to equipment failure. When a vacuum forms, the valve reacts almost immediately. It ensures a proper balance is restored. The mechanism usually involves a spring-loaded or weight-operated device.
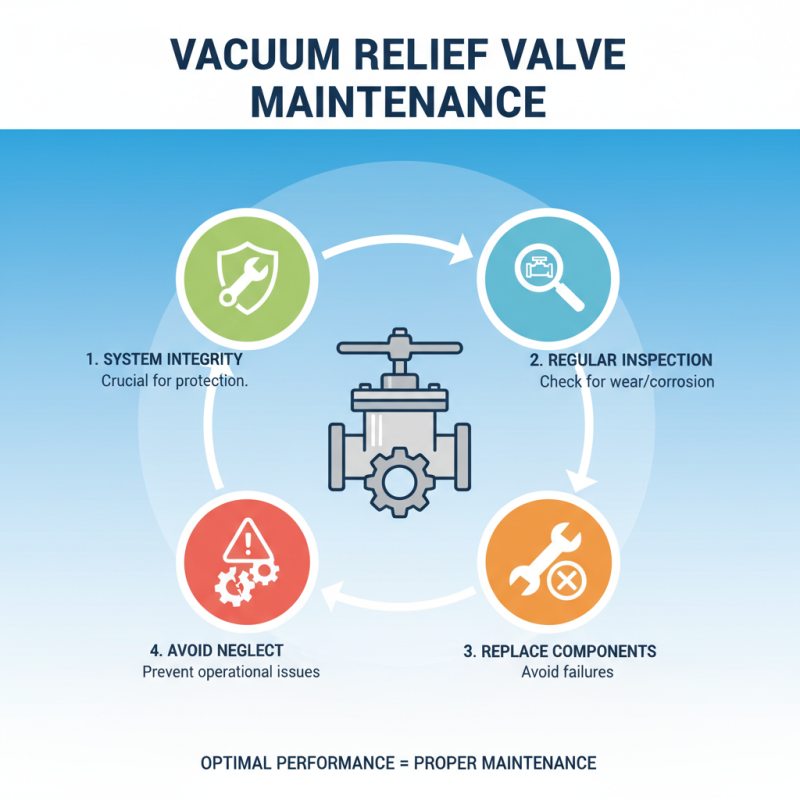
However, the design may not suit all situations. Environmental factors can affect performance. Debris might clog the valve, causing delays in response time. This highlights the importance of regular maintenance. Users should consider these factors in their selection process.
Best Vacuum Relief Valve Types and Their Applications
This chart illustrates the popular types of vacuum relief valves and their respective applications in various industries. The data represents the percentage usage of each valve type based on industry requirements.
Common Applications of Vacuum Relief Valves in Industries
Vacuum relief valves play a crucial role across various industries. They prevent negative pressure from damaging equipment and maintain safe operating conditions. In the food processing industry, these valves ensure that the vacuum conditions do not cause containers to collapse. They help maintain the integrity of packaging, thus preserving the quality of food products.
In chemical plants, vacuum relief valves are essential during loading and unloading tasks. These valves protect storage tanks from excessive vacuum pressure when the liquid is withdrawn. Without them, tanks might implode, leading to costly damages. It's clear that neglecting regular checks on these valves can result in unexpected failures.
Moreover, vacuum relief valves find applications in wastewater treatment facilities. They help manage gas and vapor pressure during various processes. However, operators must frequently monitor and maintain these valves. Failing to do so can create hazardous conditions, negatively impacting both equipment and safety. Proper assessment and regular maintenance are vital.
Best Vacuum Relief Valve Types and Their Applications
| Valve Type |
Material |
Pressure Rating |
Application Area |
Typical Industry |
| Spring-loaded Vacuum Relief Valve |
Stainless Steel |
150 psi |
Liquid Storage Tanks |
Chemical Processing |
| Pilot-operated Vacuum Relief Valve |
Aluminum |
200 psi |
Storage Vessels |
Oil & Gas |
| Vacuum Breaker Valve |
Plastic |
100 psi |
Drinking Water Systems |
Water Treatment |
| Flexible Vacuum Relief Valve |
Rubber |
50 psi |
Environmental Control |
Waste Management |
| Orifice Vacuum Relief Valve |
Bronze |
300 psi |
Industrial Equipment |
Manufacturing |
Factors to Consider When Choosing a Vacuum Relief Valve
When selecting a vacuum relief valve, several factors come into play. Size and flow rate are critical. Ensure the valve matches the requirements of your system. A too-small valve may not relieve enough pressure, while a larger valve could lead to unnecessary costs.
Material choice is essential. Consider the working environment. If corrosive substances are present, choose materials resistant to these chemicals. Metal valves may last longer but could be heavier and more expensive. Sometimes, plastic valves suffice for less demanding applications.
Tip: Always review the specifications carefully. Small details can significantly impact performance.
Temperature tolerance also matters. Ensure the valve operates efficiently within the system’s temperature range. Some valves may fail under extreme conditions. Selecting a valve with a suitable temperature rating can prevent operational issues.
Tip: Don’t overlook installation specifics. Improper installation may lead to failures. Always consult with experts if uncertain about proper setup.
In conclusion, while the basics seem simple, many nuances exist in choosing the right vacuum relief valve. Every system is different, and understanding your unique needs will guide you toward the best choice.